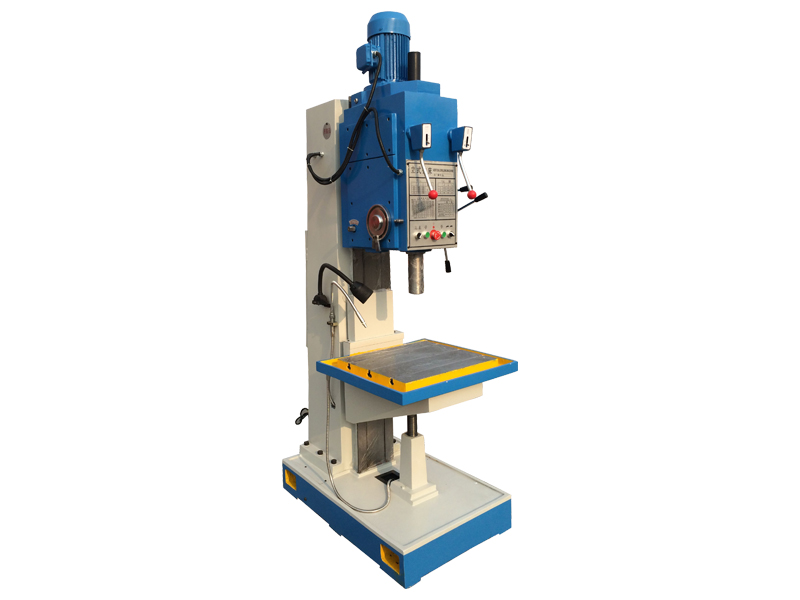
主要参数:
|
型号 |
Z5140B |
Z5140B(加强型) |
|
钻孔直径mm |
40 |
40 |
|
主轴轴孔锥度 |
MT4 |
MT4 |
|
主轴行程mm |
250 |
250 |
|
主轴箱行程(手动)mm |
200 |
200 |
|
主轴转速级数 |
12 |
9 |
|
进给量级数 |
9 |
9 |
|
主轴转速范围r.p.m |
31.5~1400 |
45~850 |
|
进给量范围mm/r |
0.056~1.80 |
0.056~1.80 |
|
工作台面尺寸mm |
560 x 480 |
560 x 480 |
|
工作台纵横行程mm |
--- |
--- |
|
工作台升降行程mm |
300 |
300 |
|
主轴端面至工作台面距离mm |
750 |
680 |
|
主电机功率kw |
3 |
4 |
|
外形尺寸mm |
1090x905x2465 |
1090x905x2465 |
|
机床重量(净重)kg |
1250 |
1250 |





